- 4/15, Agilmedu 5th Street, Erode, TN - 01.
- rightwatersolution11@gmail.com
- +91 98430 78767

It is the best suitable system for heavy loads of industrial or municipal wastewater. SBR process is ideal for both cold and warm climates. Streamlined design keeps equipment and operating costs optimized. It can be upgraded easily in a cost-effective manner. Meets requirement of cleaning effluents without getting affected by prevalent conditions. Around 98 percent removal of TSS and BOD, reduction of Phosphorus and Nitrogen in one step.
In the MBR process, raw sewage from equalisation or holding tank first passes through fine screens to remove substances that may clog or scratch the membrane before going into the MBR facilities.
This system consists of major components installed in pre-fabricated steel tanks (aerobic tank with or without anoxic tank depending on requirements).


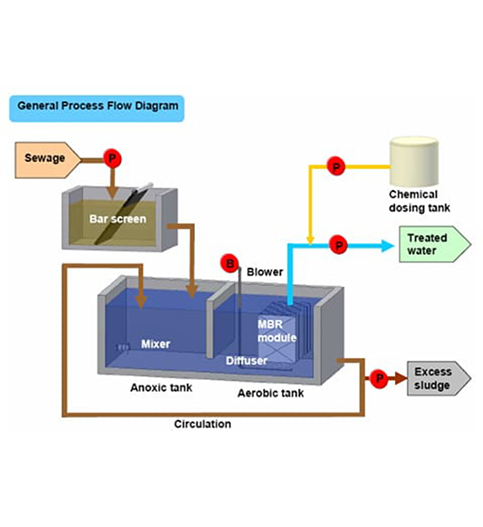
In order to meet more stringent reuse requirement, which is beyond what can be accomplished by conventional sewage treatment plant; a tertiary treatment (filtration) are incorporated when requested, to further polish the secondary treated water.
The membrane bioreactor facility consists of aerobic tank and anoxic tank. Membrane modules are immersed inside the aerobic tank where organic contents (BOD) in the sewage will be biologically degraded by activated sludge. The MLSS (Mixed Liquor Suspended Solid) concentration in the MBR System is 10 to 20 g/L compared to 3 to 4 g/L in conventional activated sludge systems, thus the retention time required is only 30% of conventional system. The membranes also separate suspended solids from liquid through the filtration process. As the pore size of the membrane is 0.1 micron, not only suspended solids but also bacteria such as coliform bacteria are also removed. The immersed membrane filtration process also eliminates the requirement for gravity sedimentation tank or clarifier required by conventional activated sludge systems. Through recirculation of MLSS from aerobic tank to anoxic tank, nitrate content is removed. Additional coagulant and flocculant dosing also can be incorporated for phosphorous removal.
Ultrafiltration is a water purification process that removes tiny particles, bacteria, and viruses from water. It uses a special membrane with very small pores to block impurities while allowing clean water to pass through. Ultrafiltration is commonly used for drinking water, industrial processes, and wastewater treatment. It is an efficient and eco-friendly way to produce safe, high-quality water without using chemicals.


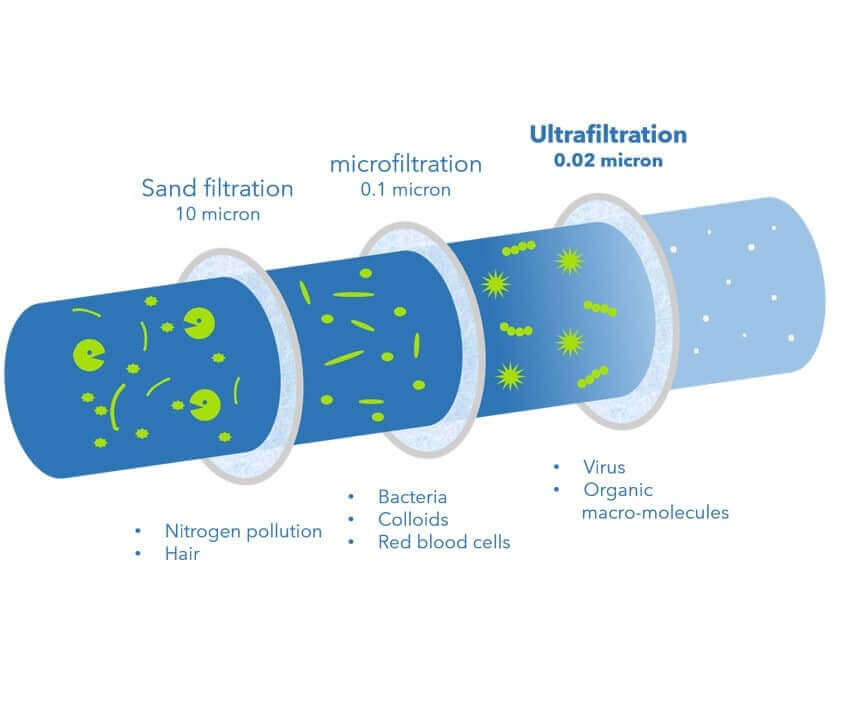
Ultrafiltration uses a membrane with tiny pores to separate contaminants from water. Water is passed through the membrane, which blocks impurities like bacteria, viruses, and fine particles, while clean water flows through. It is a chemical-free and efficient process that ensures high-quality water.
Ultrafiltration systems are available in various capacities, ranging from small units for households to large industrial-scale systems, catering to diverse water purification needs